

Conveyor Curing Oven: Engineering Continuous Cure for Powder Coating Lines
Marcus runs production at a metal furniture factory in Zhejiang. Two years ago, his team cured powder-coated frames in a batch oven. Every morning, operators loaded racks by hand, waited 25 minutes per batch, and unloaded while the next shift argued about whose parts had priority. Throughput capped out at 180 frames per day.
After switching to a continuous conveyor curing oven integrated with an overhead conveyor, the same crew now processes over 400 frames per shift without overtime. The bottleneck did not disappear by accident. It disappeared because the curing stage was engineered to match the rhythm of the rest of the line.
If you are planning a powder coating production line, the conveyor curing oven is one of the most consequential specifications you will make. It determines throughput, film properties, energy cost, and floor-space layout. Choose the wrong size or heating technology, and even the best spray booth will deliver rework. Choose the right one, and you create a smooth, continuous workflow from pretreatment through final inspection.
In this guide, you will learn what a conveyor curing oven is, how it integrates with conveying systems, the differences between tunnel and bridge configurations, how to size the oven for your workpieces, and how to select the energy source that matches your operating environment. We will also cover the maintenance practices that keep a conveyorized curing oven running 24/7.
Ready to design a line around your workpieces? Request a free coating line design drawing and our engineers will size the right curing stage for your throughput target.
What Is a Conveyor Curing Oven?
A conveyor curing oven is a continuous thermal processing chamber that moves coated workpieces through a controlled temperature profile on a conveyor system. Unlike batch ovens, which cure one stationary load at a time, a conveyorized curing oven keeps production flowing. Workpieces enter one end, travel through heat zones at a set speed, and exit cured at the other end.
The basic components include:
Oven enclosure: Insulated shell, typically with a 304 stainless steel liner to resist corrosion and simplify cleaning
Heating system: Electric elements, gas burners, oil burners, or steam coils sized to the required thermal output
Conveyor pass-through: Slots or tunnels that allow the overhead chain, ground conveyor, or skid system to move workpieces continuously
Air circulation: Fans that maintain temperature uniformity, often within ±3°C across the cure zone
Exhaust and emission control: Ventilation that removes combustion byproducts and volatile compounds safely
Control system: PLC-based temperature control with a touch-screen human-machine interface (HMI) for recipe management
In powder coating, the conveyor curing oven performs the final chemical cross-linking that gives the coating its hardness, adhesion, and weather resistance. Typical cure schedules range from 180°C to 200°C for 15 to 25 minutes, depending on powder chemistry and film thickness. If the oven cannot hold that profile consistently across every workpiece, you will see color variation, poor adhesion, or incomplete cure.
Engineering Note: Always match the oven's thermal capacity to the total mass of workpieces and fixtures entering per hour. Heavy fixtures act as heat sinks and can pull the cure temperature below the target if the heating system is undersized.
How a Conveyor Curing Oven Fits Into a Powder Coating Line
A powder coating line is only as fast as its slowest stage. Pretreatment, drying, spray application, powder recovery, and curing must be balanced. The conveyor curing oven sits at the end of this sequence, but its specifications influence decisions made earlier in the line.
Here is how the stages connect:
Pretreatment: Workpieces are degreased, rinsed, phosphated, and dried.
Powder application: Electrostatic guns deposit powder onto grounded workpieces inside a spray booth.
Powder recovery: Cyclone or cartridge systems reclaim overspray for reuse.
Conveying: An overhead conveyor chain or ground conveyor moves parts through each stage at a constant line speed.
Curing: The conveyor curing oven cross-links the powder film.
Cooling and unloading: Cured parts cool before inspection and packing.
Line speed is the common thread. If your spray booth and conveyor can handle 3 meters per minute, but your oven requires 6 meters of dwell time at 200°C, the oven must be at least 18 meters long in the heated zone. Shorter ovens force you to slow the line, which reduces total output. That is why oven sizing is done in tandem with powder coating line design, not as an afterthought.
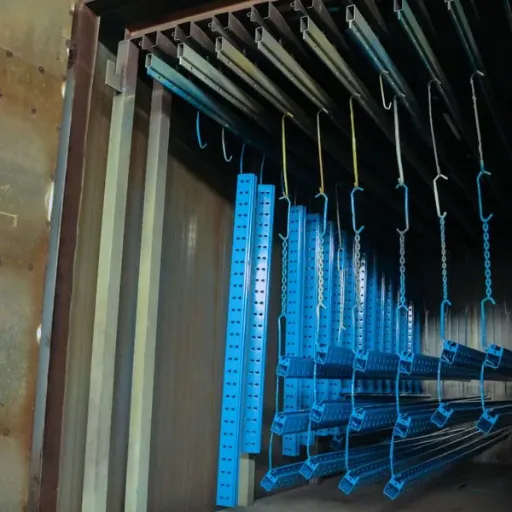
The type of conveyor also matters. Overhead conveyor systems hang parts from hooks, which is ideal for complex geometries. Ground conveyors or skid systems support heavier assemblies.
The oven must be designed with the correct pass-through height, width, and load capacity for the chosen conveying method. At Deqing Leixin, we engineer the curing oven and conveying system as one integrated thermal loop.
Tunnel vs Bridge Type: Conveyor Curing Oven Configurations

Conveyor curing ovens come in two main configurations: tunnel type and bridge type. Each has a specific role in factory layout and contamination control.
Tunnel-Type Curing Oven
A tunnel-type curing oven is a straight-through chamber. Workpieces enter at one end, travel the length of the tunnel, and exit at the opposite end. This is the most common configuration for high-volume powder coating lines because it is compact, easy to integrate, and provides predictable dwell time.
Advantages of tunnel ovens:
Straight material flow that matches linear factory layouts
Consistent temperature zones that are easy to profile
Simpler installation and lower structural support requirements
Direct alignment with overhead conveyor lines
Tunnel ovens are well suited for automotive parts, appliance panels, hardware, and furniture frames where throughput and footprint efficiency are priorities.
Bridge-Type Curing Oven
A bridge-type curing oven has a raised or elevated section that isolates the hot cure zone from the cooler entry and exit areas. This design reduces heat loss at the openings and minimizes airborne contamination falling onto freshly coated parts.
Advantages of bridge ovens:
Better thermal efficiency because hot air rises and stays in the elevated section
Reduced risk of dirt or debris contaminating the coating during entry and exit
More flexible layout options when factory height is available
Cleaner cure environment for Class A surface finishes
Bridge ovens are often chosen for automotive exterior components, elevator panels, and other applications where appearance quality is critical.
The choice between tunnel and bridge depends on your workpiece sensitivity, available ceiling height, and energy-cost priorities. Both configurations can be built with thermal capacities ranging from 300,000 to 1,000,000 kcal to match production volume.
Sizing and Specifying a Conveyor Curing Oven for Your Workpieces
Sizing a conveyor curing oven is a thermal engineering exercise, not a guessing game. The wrong dimensions create cold spots, over-cure edges, or wasted energy. The right dimensions deliver uniform film properties at the lowest operating cost.
Key Sizing Parameters
Workpiece dimensions: Maximum length, width, height, and weight determine the chamber opening and conveyor load rating
Daily output target: Parts per hour define the required line speed and oven length
Cure schedule: Powder supplier data sheets specify temperature and dwell time
Fixture mass: Hooks, racks, and jigs absorb heat and must be included in thermal load calculations
Conveyor type: Overhead chain, power-and-free, or ground conveyor affects pass-through geometry
The Dwell-Time Formula
The heated length of the oven can be estimated with a simple formula:
Heated length = line speed × required dwell time
For example, if your line runs at 2.5 meters per minute and your powder requires 20 minutes at 190°C, the heated zone must be 50 meters long. Add preheat and cooling zones, and the total oven length may reach 60 to 70 meters.
When the factory floor is too short for a long tunnel, engineers can increase line speed and shorten the oven, but only if the heating system can deliver the same total energy input in less time. This is why thermal capacity, air circulation, and insulation quality matter just as much as physical length.
Mini-story: A plant manager in Guangdong installed a tunnel curing oven that was 15 meters shorter than the calculated requirement to save floor space. For the first two weeks, output looked fine. Then quality reports showed inconsistent gloss and adhesion failures on thicker parts. The problem was cold spots near the exit where parts had not reached the full cure window. Extending the heated zone and upgrading the circulation fans solved the issue, but the retrofit cost more than doing it correctly the first time.
Energy Source Selection for Conveyor Curing Ovens

Conveyor curing ovens can be heated with electricity, natural gas, diesel oil, or steam. The best choice depends on local energy prices, infrastructure, environmental regulations, and required heating response time.
Electric Heating
Electric curing ovens use resistance elements to heat recirculated air. They are clean, quiet, and easy to control.
Best for: Locations with low electricity costs, strict emission rules, or limited gas infrastructure
Advantages: Precise temperature control, no combustion emissions, simple maintenance
Considerations: Higher operating cost where electricity is expensive; slower heat-up after idle periods
Gas-Fired Heating
Gas-fired ovens use direct or indirect burners to heat the cure chamber. They are common in high-volume operations where gas is affordable.
Best for: High-throughput lines and regions with low natural gas prices
Advantages: Fast heat-up, lower energy cost per kcal in many markets, scalable thermal capacity
Considerations: Requires combustion exhaust management, burner maintenance, and safety interlocks
Oil and Steam Heating
Oil-fired ovens are an option where diesel is cheaper than gas or electricity. Steam heating is less common but can be economical if the factory already has a steam boiler for other processes.
Best for: Sites with existing steam infrastructure or low oil prices
Advantages: Leverages existing energy systems
Considerations: Oil systems require fuel storage and emissions control; steam systems need consistent boiler capacity
If you are unsure which energy source is best for your region, our gas vs electric curing oven comparison walks through the decision criteria in detail. In general, gas offers the lowest cost per kcal where infrastructure exists, while electric provides the cleanest operation and simplest controls.
Common Conveyor Curing Oven Mistakes and How to Avoid Them
Even experienced buyers make mistakes when specifying a continuous curing oven. Here are the most common ones we see during factory audits.
1. Undersizing the Thermal Capacity
A small oven with insufficient kcal output cannot recover temperature quickly when a heavy load enters. The result is inconsistent cure and quality complaints. Always size heating capacity for peak load, not average load.
2. Ignoring Fixture Mass
Hooks, racks, and conveyors travel through the oven with every part. If the thermal calculation only includes the workpiece, the oven will be undersized. Include the mass of the entire hanging assembly.
3. Poor Airflow Design
Temperature uniformity depends on air circulation, not just heater output. Dead zones near corners or behind large panels create cold spots. Look for ovens with multiple circulation fans and baffles designed for uniform airflow.
4. Wrong Conveyor Speed
Line speed must match both the spray booth capacity and the cure schedule. If the conveyor runs too fast, parts under-cure. If it runs too slowly, throughput drops and energy cost per part rises.
5. Neglecting Insulation
Thin insulation or poor sealing causes heat loss and temperature drift. High-quality insulation pays for itself through lower energy consumption and more stable cure profiles.
Avoiding these mistakes starts with a complete technical brief. Share your workpiece dimensions, daily output target, preferred heating source, and factory layout with your equipment supplier before any drawings are finalized.
Mini-story: An appliance manufacturer in Shandong initially requested the smallest oven that would fit their budget. After six months of high gas bills and uneven color on refrigerator panels, they upgraded to a fully insulated tunnel curing oven with a gas-fired burner and variable-frequency circulation fans. Energy consumption dropped by nearly 30%, and color consistency improved because the temperature profile held within ±3°C.
Maintenance Practices for Reliable 24/7 Operation
A conveyor curing oven is built for continuous industrial operation, but it still needs disciplined maintenance. The goal is to prevent unplanned downtime, which can halt the entire coating line.
Daily Checks
Inspect conveyor chain lubrication and tension
Check burner flame pattern or heating element condition
Verify exhaust fans are operating and not blocked
Confirm temperature readings at multiple zones
Weekly Checks
Clean oven interior of powder buildup or debris
Inspect door seals and pass-through curtains for gaps
Check air circulation fan belts and bearings
Review HMI alarm history for abnormal events
Monthly Checks
Calibrate temperature sensors and controllers
Inspect insulation for damage or settlement
Service burner nozzles, pilots, or ignition systems
Check gas or oil filters and pressure regulators
Predictive maintenance is easier with a PLC-based control system. Modern powder coating production lines can log temperature trends, fan performance, and burner cycles. Reviewing that data helps you spot degradation before it causes a shutdown.
Conclusion
A conveyor curing oven is not a standalone purchase. It is the thermal anchor of a complete powder coating line. The right oven balances dwell time, thermal capacity, conveyor speed, and energy source to deliver consistent cure quality at the lowest operating cost.
Key takeaways:
Size the heated zone using line speed multiplied by required dwell time
Include fixture and conveyor mass in all thermal calculations
Choose tunnel or bridge configuration based on contamination sensitivity and factory layout
Match the energy source to local costs, infrastructure, and emission rules
Maintain air circulation, seals, and controls to protect uptime
Whether you are building a new line or upgrading an existing batch operation, engineering the curing stage correctly from the start prevents expensive retrofits later. At Deqing Leixin, we design, manufacture, install, and commission complete coating systems including the conveyor curing oven, conveying system, and controls as one integrated turnkey project.
Submit your workpiece specifications and our engineering team will respond with a preliminary layout and quotation tailored to your production target.
Recently Posted
-
Conveyor Speed Calculation for Coating Lines: A Complete Guide
June 26, 2026Last March, a hardware manufacturer in Ningbo raised the chain speed on its powder coating line by 15% to clear a backlog. Three d Read More
Read More -
Conveyor Line Design: A Complete Engineering Guide for Coating Lines
June 26, 2026Last autumn, a hardware manufacturer in Vietnam commissioned a new powder coating line. The pretreatment tunnel, cyclone-recovery Read More
Read More -
Overhead Conveyor System: Engineering Guide for Coating Lines
June 26, 2026Last autumn, a hardware manufacturer in Ningbo faced a familiar problem. Their new powder coating line had to fit inside a buildin Read More
Read More -
Industrial Paint Booth: A Complete Engineering Guide for Manufacturers
June 26, 2026When Mike Chen expanded his metal furniture factory in Zhejiang Province last spring, he assumed the new spray area would solve hi Read More
Read More

Contact Us
Recommended Products
-
 Industrial Custom Spray Coating Line for Hardware Anti‑Corrosion TreatmentNegotiableMOQ: 1 Set
Industrial Custom Spray Coating Line for Hardware Anti‑Corrosion TreatmentNegotiableMOQ: 1 Set -
Industrial Electrophoresis Line for Metal Water Pump Workpieces ProcessingNegotiableMOQ: 1 Set
-
Custom E‑Coating Production Line for Water Pump Parts Surface FinishingNegotiableMOQ: 1 Set
-
China OEM Custom E-Coating Machine and Cathodic Electrophoresis Production LineNegotiableMOQ: 1 Set
-
Industrial Electrophoretic Coating Line With Custom Design for Metal WorkpiecesNegotiableMOQ: 1 Set





-
Intelligent Automated Electrophoretic Coating Line for Powder Coating Production EquipmentNegotiableMOQ: 1 Set
-
Full Automatic Custom Electrophoretic Coating Line for Industrial Metal ComponentsNegotiableMOQ: 1 Set
-
Heavy‑Duty Continuous Powder Coating Line for Big Cabinet Anti‑Corrosion FinishingNegotiableMOQ: 1 Set
-
Energy‑Saving Powder Coating Line for Large Industrial Cabinet Surface ProtectionNegotiableMOQ: 1 Set
-
Environmental Friendly Powder Coating Line With High Recovery for Large CabinetsNegotiableMOQ: 1 Set





-
Large Manual Industrial Curing Oven for Metal Powder Coating MachineryNegotiableMOQ: 1 Set
-
Industrial Plastic Drying Oven With PLC Control and 304 Stainless Steel HopperNegotiableMOQ: 1 Set
-
High Efficiency Plastic Raw Material Dryer for Plastic ProcessingNegotiableMOQ: 1 Set
-
Compact E-Coating System for Small Metal Components in Automotive & Medical Device ProductionNegotiableMOQ: 1 Piece
-
Gantry Transport Type Electrophoretic Coating Line for Industrial WorkpiecesNegotiableMOQ: 1 Set




-
Custom Gantry Electrophoretic Coating Line for Automotive Component FinishingNegotiableMOQ: 1 Set
-
Large Workpiece Stainless Steel Manual Powder Spray Booth With Ventilation SystemNegotiableMOQ: 1 Set
-
Large Capacity Stainless Steel Manual Powder Spray Booth With Powder Recovery SystemNegotiableMOQ: 1 Set
-
Automatic Large Workpiece Powder Spray Booth for Metal FabricationNegotiableMOQ: 1 Set
-
Powder Spraying Room With Stainless Steel Frame and PLC ControlNegotiableMOQ: 1 Set






